Passivation vs Conversion Coatings: Which Offers Better Corrosion Resistance?
Corrosion doesn’t send a warning. A part clears inspection, gets shipped, goes into service, and six months later someone’s trying to figure out why it’s failing. By then the finishing decision that caused it was made a long time ago by someone who’s long since moved on to other problems. That’s just how it usually goes.
If you work with metal parts in any capacity — writing specs, quoting jobs, sourcing finished components — understanding passivation vs conversion coatings is actually worth your time. Not because the chemistry is fascinating, although some people really like it, but because these two processes get confused and the consequences tend to show up at the worst possible moment.
Here’s what’s actually going on with both of them.
What Is Passivation in Metal Finishing?
People know it’s something you do to stainless steel. Most people don’t really know why.
Here’s what’s happening. Machining stainless steel can introduce iron particles into the surface. Maybe they come from the tooling. Maybe they get embedded during grinding. Sometimes it’s just handling. Whatever the source, those particles don’t belong there and they corrode — which means you end up with a rusty material that was specifically chosen because it doesn’t rust. That’s a problem on two levels, the obvious cosmetic one and the less obvious functional one.
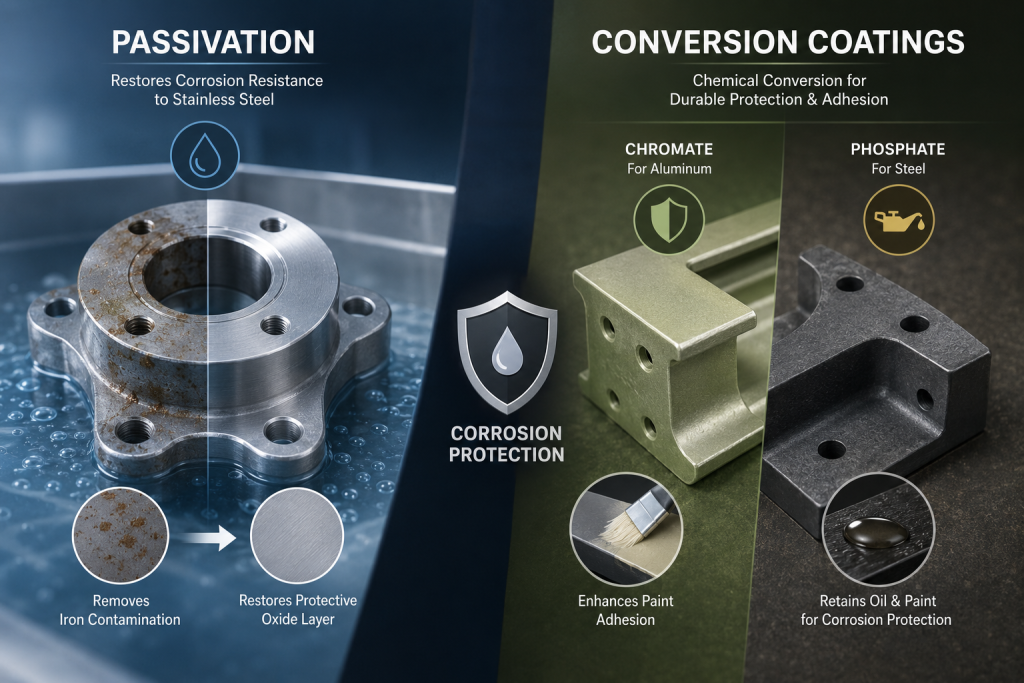
Passivation removes those particles. You’re putting the part through an acid bath, like nitric or citric acid depending on the specification, and dissolving those iron particles out of the surface. Once they’re gone the chromium in the steel can do its job, which is forming a stable oxide layer that provides the actual corrosion resistance. That oxide layer was always the plan. Passivation just gets rid of what’s preventing it from forming properly.
What passivation is not: it’s not a coating. It’s not a cleaning step in the conventional sense. It absolutely cannot fix a material selection mistake. If someone chose the wrong alloy for the environment the part is going into, passivation isn’t going to change that outcome.
The industries that specify passivation most often are aerospace, medical, food processing, pharma — anywhere that corrosion resistance is a real requirement rather than a preference. ASTM A967, AMS-QQ-P-35, and AMS 2700 are some of the standards you’ll see referenced. If a drawing just says “passivate” without calling out a standard, that vagueness is worth resolving before anything goes into process.
What Are Conversion Coatings?
Different process, different mechanism, same general goal.
A conversion coating doesn’t remove anything from the surface. It reacts with the surface chemically and converts it into a protective compound. The metal itself becomes the coating, which has some practical advantages. No thickness buildup. No adhesion concerns. Nothing to peel or flake because it’s not sitting on top of the metal — it’s bonded into it.
The two of the more common ones you’ll run into are chromate conversion coating and manganese phosphate.
Chromate conversion coating goes on aluminum with brand names like Iridite™ (MacDermid) and Alodine™ (Henkel) as the ones people recognize most. Chromate gives the surface some corrosion resistance, can provide a known electrical resistance, and it can also be used as a primer layer. Paint and powder coat bond to chromate-treated aluminum significantly better than to bare metal, and in aerospace and defense that adhesion matters a lot. MIL-DTL-5541 is the most widely used governing spec. One thing worth knowing — hexavalent chromium is considered environmentally hazardous and trivalent chromium alternatives to the older hexavalent chromates are now generally available. These can perform comparably in some situations. The industry is moving toward trivalent chromate so, if you’re not already dealing with that shift, you probably will be.
Manganese Phosphate goes on steel and iron. And here’s the thing that surprises people when they first hear it: on its own, phosphate provides somewhat limited corrosion protection. What it does create is a surface that holds oil and paint really well. The protection comes from whatever goes on top of it. Paired with a topcoat or an oil treatment it becomes a practical, cost-effective system. It’s standard in automotive, firearms, industrial equipment, or many situations where you need solid protection without a lot of process complexity or cost.
Passivation vs Conversion Coatings: Key Differences
| Feature | Passivation | Conversion Coating |
| Primary Material | Stainless Steel | Aluminum & Non-Ferrous Metals |
| Corrosion Resistance | Excellent | Excellent |
| Paint Adhesion | Limited | Excellent |
| Surface Build-Up | None | Minimal |
| Conductivity | Maintained | Often Maintained |
These aren’t really competing options. They work on different materials and solve different problems.
- Stainless steel that needs its corrosion resistance restored? Passivation.
- Aluminum heading into a military spec environment or a painted assembly? Chromate conversion.
- Steel parts that need a corrosion barrier that doesn’t blow the budget? Phosphate.
It gets more nuanced when you’re looking at high-performance applications or aggressive specs. In those situations, a conversion coating is usually one layer in a broader system. There might be other plating involved or, perhaps, a specialty topcoat. Figuring out the right combination means understanding what the part is actually going to face in service.
Where Things Go Wrong
Vague specs cause most of the problems we see. Specs copied from a similar job without checking whether they actually apply. Finishing requirements that made sense for a different material or a different environment. A call for passivation with no standard referenced, leaving interpretation up to whoever’s running the process that day.
At AST we get into this stuff early because catching it early is cheap and catching it late is not. If the finishing spec doesn’t match the application we’d rather say so at the drawing stage than explain a batch of rejects later.
If you’ve got corrosion resistance requirements on a part and you’re not confident the spec is right, come talk to us. That’s exactly the kind of thing we can help sort out.
Frequently Asked Questions
What is passivation?
Passivation is a chemical treatment process that removes contaminants from stainless steel and improves corrosion resistance.
What is a conversion coating?
A conversion coating is a chemical coating applied to metal surfaces to improve corrosion protection and paint adhesion.
Which is better: passivation or conversion coating?
The right process depends on the material type, environmental exposure, and application requirements.
Does passivation improve corrosion resistance?
Yes, passivation enhances the natural protective oxide layer on stainless steel.
Are conversion coatings used on aluminum?
Yes, conversion coatings are commonly used on aluminum components in aerospace and industrial manufacturing.
Need help selecting the right corrosion protection solution for your components? AST Finishing provides expert passivation and conversion coating services for aerospace, medical, automotive, and industrial applications. Contact our team today to discuss your project requirements.